Методы соединения ПНД труб и ключевые отличия технологий
Надежность инженерных систем из полиэтилена низкого давления (ПНД) определяется не столько качеством самого полимера, сколько монолитностью сформированных узлов. Физические свойства материала позволяют создавать соединения, которые по прочности превосходят основной корпус трубы. Основной массив работ в промышленном и гражданском строительстве распределен между двумя технологиями — термической сваркой встык и применением закладных нагревательных элементов. Выбор конкретного метода диктуется проектными требованиями, геометрией рабочего пространства, а также необходимостью использовать специализированное оборудование для стыковой сварки или электрофузионные блоки.
Монолитная структура стыкового соединения
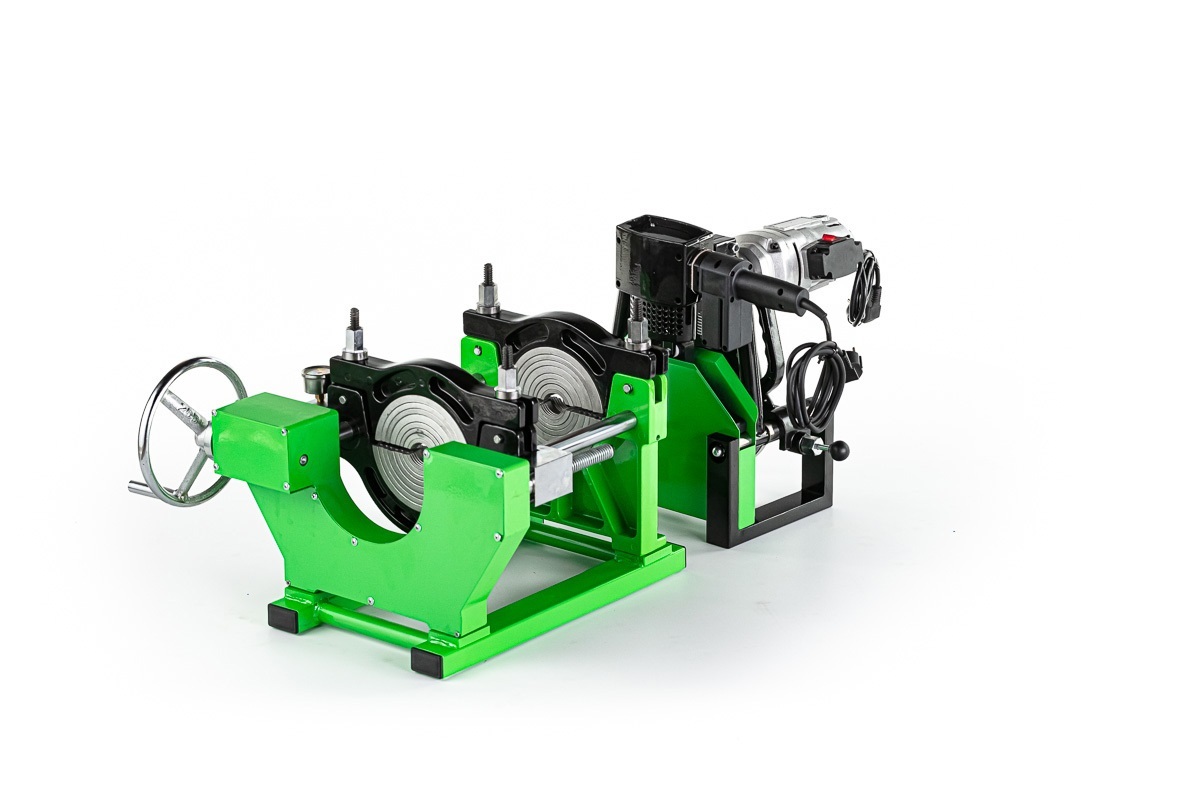
Метод стыковой сварки базируется на принципе диффузии молекул полиэтилена при достижении критической температуры. Процесс начинается с механической подготовки торцов, где важно добиться идеальной параллельности поверхностей. После того как зеркало нагревательного элемента оплавляет края труб до состояния вязкой текучести, инструмент быстро извлекается, и заготовки прижимаются друг к другу под строго выверенным давлением. В этот момент образуется первичный грат — характерный валик выдавленного полимера, который служит основным визуальным индикатором соблюдения технологических режимов.
Для реализации этой задачи применяются гидравлические или механические центраторы. Профессиональные аппараты стыковой сварки обеспечивает соосность труб и исключает риск смещения, которое критично для магистральных сетей высокого давления. Эта технология считается наиболее экономически эффективной при прокладке длинных прямолинейных участков водоводов или газопроводов диаметром свыше 110 мм. Финансовая выгода заключается в отсутствии необходимости закупать дополнительные соединительные детали, так как труба крепится непосредственно к трубе. Однако метод требует значительного пространства для размещения станка и квалифицированного персонала, способного контролировать стадию осадки шва.
Ювелирная точность электромуфтового метода
В условиях плотной городской застройки, в узких траншеях или при необходимости проведения ремонтных работ на действующих сетях в приоритет выходит электромуфтовая технология. Здесь соединение обеспечивается за счет фитинга — муфты, внутри которой на этапе производства заложена электрическая спираль. При подаче напряжения полиэтилен на внутренней поверхности муфты и внешней стенке трубы плавится одновременно, формируя герметичный замок. Главное преимущество такого подхода заключается в минимальном влиянии человеческого фактора на конечный результат.
Современные аппараты электромуфтовой сварки представляют собой интеллектуальные станции, которые считывают параметры процесса со штрих-кода на фитинге. Система автоматически подбирает напряжение и время нагрева в зависимости от температуры окружающей среды, что практически исключает брак из-за некорректного термического воздействия. Перед началом работ монтажник обязан лишь тщательно снять оксидный слой с поверхности трубы и обезжирить зону контакта. Несмотря на высокую стоимость каждой отдельной муфты, общие затраты на логистику и подготовку площадки при точечном монтаже часто оказываются ниже, чем при развертывании тяжелого стыкового поста.

Сравнительная эффективность и эксплуатационные задачи
Сопоставление двух методов выявляет четкое разделение сфер их применения. Стыковая сварка незаменима при строительстве новых веток большого диаметра, где приоритетом выступает минимизация себестоимости одного стыка. Электромуфтовый метод доминирует в газораспределительных сетях и при аварийных работах, так как он позволяет соединять трубы с разной толщиной стенок (разными показателями SDR), что технически невозможно осуществить классическим стыковым методом. Кроме того, муфты обеспечивают большую жесткость узла в местах возможных подвижек грунта или значительных вибрационных нагрузок.
Качество итогового соединения в обоих случаях напрямую коррелирует с дисциплиной соблюдения временных интервалов. Наиболее распространенной ошибкой является преждевременное снятие давления или попытка ускорить охлаждение шва водой. Полиэтилен должен остывать естественным путем, чтобы кристаллическая решетка материала восстановилась без внутренних напряжений. Только при условии строгого следования технологическим картам сформированный узел сохраняет расчетную прочность на протяжении пяти десятилетий, выдерживая циклическое давление и температурные колебания. Выбор между станком и муфтой остается за инженером, который оценивает специфику ландшафта и доступный бюджет на расходные материалы.
По материалам сайта https://truborezoff.ru
Ответственность за содержание материала несет автор публикации. Точка зрения автора может не совпадать с позицией редакции.